High-Purity Aluminum Coating With MIL-DTL-83488 Compliance
Exceeds Corrosion Requirements of MIL-DTL-83488
For premium corrosion protection, choose AlumiPlate®. AlumiPlate is your supplier for high-performing, high-purity aluminum coatings that comply with MIL-DTL-83488 (previously MIL-C-83488), a superior alternative to IVD aluminum coatings. Industries including semiconductor, aerospace, marine, offshore, defense, oil-and-gas, and more all have applications and parts that would benefit from high-quality and high-purity aluminum electroplated coatings.
MIL-DTL-83488 is the governing specification for aluminum coatings greater than 99.0% pure, often used for preventing the corrosion of steel alloys, stainless steel, aluminum alloys, copper alloys and titanium alloys. The specification lists thickness classifications as well as minimum purity, corrosion, adhesion and workmanship requirements.
Aluminum electrodeposition, more commonly known as electroplating, is specifically recognized as a compliant process that yields a pure aluminum coating (Paragraph 6.1 of the specification).
AlumiPlate Inc. can certify compliance to the latest revision of MIL-DTL-83488 (Detail Specification, Coating, Aluminum and High Purity).
Plating turnaround times are typically 2-3 weeks. Expedited plating is available.
Connect with our technical team with any questions or to learn more about how our high-purity electroplated aluminum coating can benefit your unique application.
MIL-DTL-83488 Specification Standards and Benefits
Aluminum Plating Thickness Classification
Plating thickness is the critical parameter for corrosion performance of pure aluminum coatings. Class 1 (0.001” minimum), Class 2 (0.0005” minimum) and Class 3 (0.0003”) MIL-DTL-83488 classification correlates minimum aluminum plating thickness with the minimum expected corrosion resistance per ASTM B117 salt fog tests. Plating thickness is verified using eddy current, beta backscatter (ASTM B567), micrometer, microscopic (ASTM B487) and magnetic testing (ASTM B499). The proper test is selected according to the substrate material and additional thickness tests can be used to measure the plating on critical surfaces and dimensions.
Supplementary Coating Treatment
Conversion coatings that meet the latest revision of MIL-DTL-5541 (Chemical Conversion Coatings on Aluminum and Aluminum Alloys) can be applied to plated aluminum. Hexavalent chromate and RoHS/REACH/WEEE compliant trivalent chromate and non-chromate conversion coatings are available.
- Type I — as-plated (no conversion coat)
- Type II — supplementary chromate treatment

High-Purity
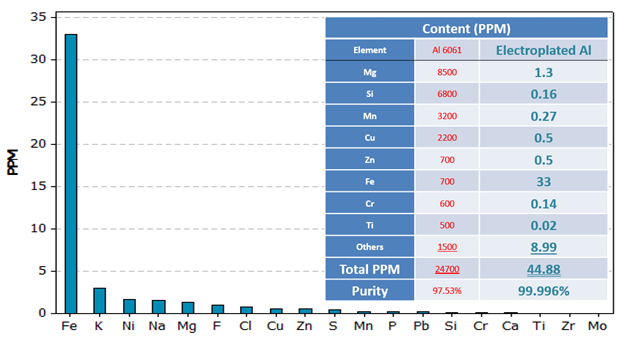
AlumiPlate’s aluminum coating is typically more than 99.99% pure, greatly exceeding the MIL-DTL-83488 specification requirements of 99.0% pure aluminum. Purity analysis is confirmed with periodic Glow Discharge Mass Spectrometry (GDMS) testing. GDMS testing is a trusted quantitative technique to identify constituents to minute levels.
{kind=link}
Exceptional Corrosion Resistance
AlumiPlate electroplated aluminum easily meets minimum corrosion resistance requirements per ASTM B117 (Operating Salt Fog Apparatus) — electroplated components can be expected to last at least twice the MIL-DTL-83488 required hours in salt fog testing.
Reliable Coating Adhesion
Excellent adhesion ensures that the aluminum coating will permanently protect the plated part. MIL-DTL-833488 mandates no separation, flaking, peeling or blistering between the coating and the substrate.
In addition to the mandated scrape and strip rupture adhesion tests, additional destructive and non-destructive adhesion tests are performed per ASTM B571 (Standard Practice for Qualitative Adhesion Testing of Metallic Coatings).
Premium Workmanship
The requisite finish for MIL-DTL-833488 aluminum coatings is smooth, fine-grained, adherent and uniform appearance, free from staining and without indications of contamination or an excessively powdery or darkened appearance.
Aluminum plated parts are 100% examined visually and sampled under low power magnification (4x to 25x) to meet the exacting workmanship requirements of the specification.
AlumiPlate Electroplated Aluminum Tested Performance
| MIL-DTL-83488 | Specification Requirement | Electroplated Aluminum |
|---|---|---|
| Purity | >99.0% Aluminum | >99.99% Aluminum |
| Corrosion Resistance | ASTM B117 168 to 672 hours | ASTM B117 366+ to 1344+ hours |
| Thickness | Minimum thickness based on Class | Thickness verified with ASTM tests based on substrate |
| Adhesion | Passes scrape and rupture test | Passes scrape, rupture test and other tests per ASTM B571 |
| Workmanship | Smooth, fine grained, uniform finish | Finish verified through visual and low power examination |
Certifiable Performance From AlumiPlate
Ensure your electroplated components meet or exceed MIL-DTL-83488 standards with AlumiPlate’s superior process. Contact us by phone call or email to learn more about pure aluminum platings per MIL-DTL-83488, inquire into expedited plating or for assistance with your aluminum coating and certification needs.